

1.2601 Tool Steel | X165CrMoV12
X165CrMoV12 (1.2601) is a high carbon, high chromium cold work tool steel with an optimised metallurgical composition through a precise balance of molybdenum and vanadium content. This precision-engineered microstructure provides excellent wear resistance and edge retention in demanding applications. For manufacturers requiring long-life tooling components, this means longer service life, less frequent maintenance and lower overall production costs.FCS TOOL STEEL’s factory-direct model ensures quality control throughout the entire production process, providing you with a superior material that retains its dimensional accuracy even after multiple heat treatments-a key benefit in precision tooling applications. key advantage for precision moulding applications.
1.2601 Tool Steel | X165CrMoV12 Product Introduction

1.2601 Tool Steel
1.2601 Tool Steel is a high-carbon, high-chromium cold work tool steel according to the German DIN standard (corresponding to grade X165CrMoV12) and belongs to the category of Rheinitic steels. Its chemical composition is based on carbon (1.55-1.75%) and chromium (11.00-12.00%), with molybdenum (0.50-0.70%) and vanadium (0.10-0.50%) added to optimise the carbide distribution. hardenability, high hardness (≥58 HRC after quenching) and excellent wear resistance and microdeformation characteristics, through the vacuum refining technology to ensure material cleanliness.
X165CrMoV12 tool steel
X165CrMoV12 Tool Steel is an equivalent grade of 1.2601 steel, which is also classified as a high-alloyed cold work tool steel in accordance with the German DIN 17350 standard. The composition range is consistent with 1.2601, with emphasis on high carbon (1.55-1.75%) and high chromium (11.00-12.00%) design, supplemented by molybdenum and vanadium to enhance thermal stability and wear resistance; physical properties include a density of 7.7 g/cm³, a coefficient of thermal expansion of 11.5 x 10 -Physical properties include a density of 7.7 g/cm³, a coefficient of thermal expansion of 11.5 x 10⁶/K, a hardness of 60-63 HRC after heat treatment, and good dimensional stability and hardenability.
1.2601 Tool Steel | X165CrMoV12 Types and Options
The table below shows the size range, surface condition and tolerance details for1.2601/X165CrMoV12 Tool Steel:
1.2601 Tool Steel | X165CrMoV12 Customized Options

- Customized chemical composition: GB, DIN, ASTM, JIS and other standard grades can be produced. Chemical composition can be customized individually.
- Customized specifications: round steel (diameter), plate (thickness, width) can be customized production.
- Specialized packaging for long term storage or extreme transportation conditions: includes spraying black paint all around, wrapping plastic film, spraying anti-rust oil, and shipping in wooden crates.
- Customized production based on samples or technical agreements.
- 1.2601/X165CrMoV12 Tool Steel Electroslag Remelting (ESR): premium option with higher purity and isotropic properties for critical applications.
1.2601 Tool Steel | X165CrMoV12 Chemical Composition

1.2601 Tool Steel | X165CrMoV12 Heat Treatment Process

1.Annealing
2.Quenching
3.Tempering
4.Precautions
Heating process should control the rate of heating to avoid too rapid a rise in temperature leading to workpiece surface oxidation and decarburization. Protective atmosphere heating can be used or placed in the furnace charcoal and other anti-decarburization agent.
When quenching and cooling, choose the appropriate cooling medium and cooling method according to the shape and size of the workpiece to ensure the quenching effect while reducing the risk of deformation and cracking.
1.2601 Tool Steel | X165CrMoV12 Quality Inspection
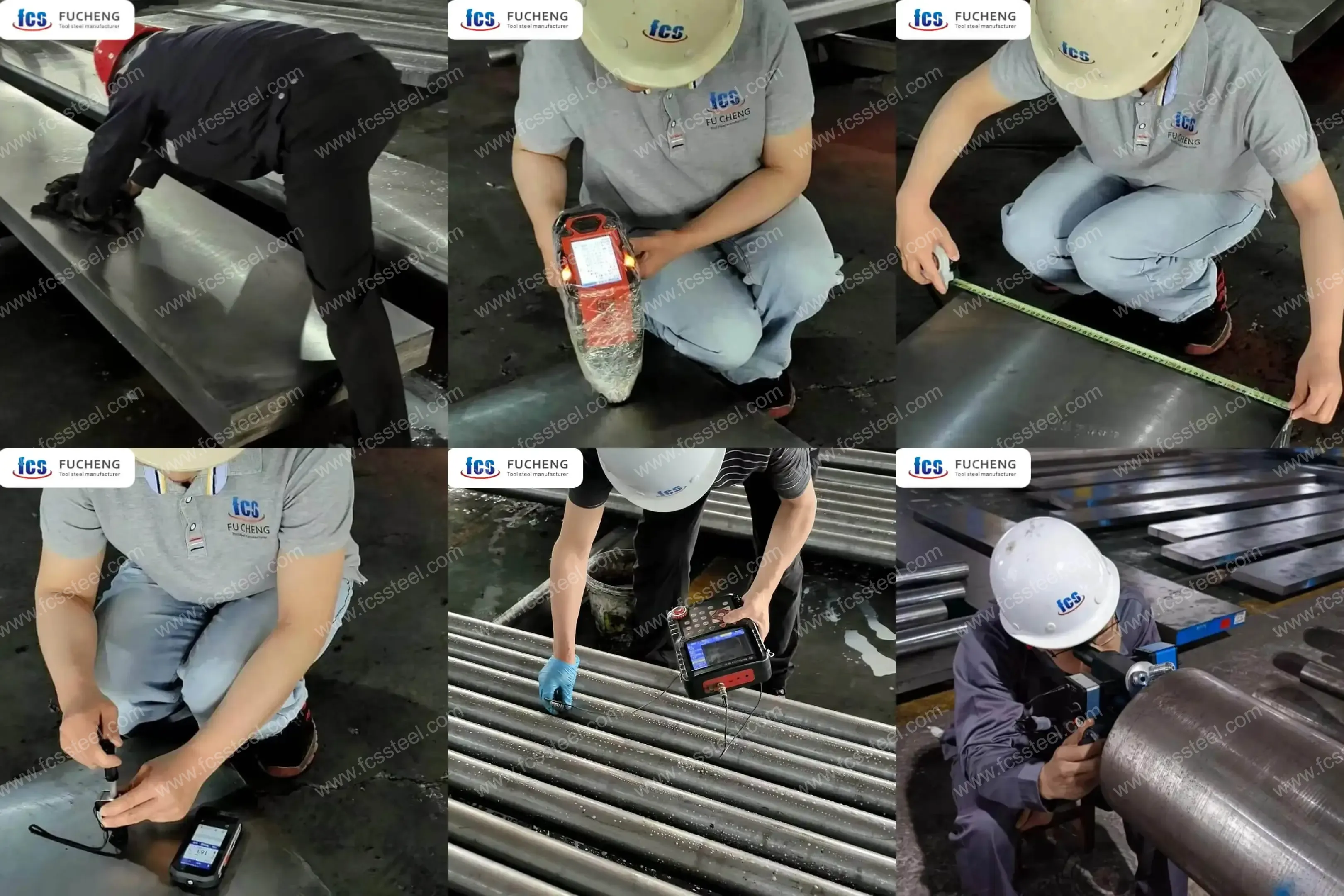
1.Surface Condition Inspection
2.Chemical Composition Testing
3.Dimension and Tolerance Inspection
4.Hardness test
5.Ultrasonic Testing
6.Microstructure Inspection
(1) Metallographic Analysis
FCS factory will use metallographic analysis instrument to detect the microstructure state after heat treatment, including carbide distribution, martensite morphology, residual austenite content, etc.
(2) Grain size rating
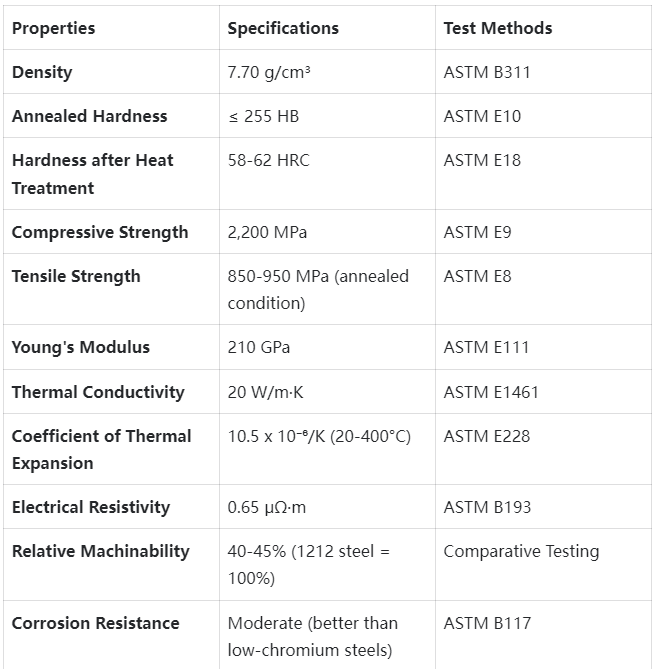
1.2601 Tool Steel | X165CrMoV12 Technical Specifications
1.2601 Tool Steel | X165CrMoV12 Product Applications
Main application scenarios
Stamping and deburring dies
X165CrMoV12 tool steel excels in high-volume stamping and deburring operations, and is particularly well suited for processing abrasive or high-strength materials. Its combination of high wear resistance and compressive strength enables the production of precision parts while minimising edge wear. An automotive parts supplier uses 1.2601 stamping dies to machine high-strength steels, increasing tool life by 45% and reducing downtime by 30%.
Cold forming and deep drawing tools
The excellent dimensional stability and surface hardness of 1.2601 tool steel make it ideal for complex cold forming and deep drawing applications. The material maintains precise geometry even under high stress loads, ensuring consistent part quality throughout the tool life cycle. Precision sheet metal fabricators using X165CrMoV12 forming tools have seen maintenance intervals extended by 35-40%, and the surface quality of finished products significantly improved.
Wire Rolling Dies
Wire rolling operations require materials with excellent wear resistance and surface stability. X165CrMoV12 provides high hardness and edge retention for high-volume wire rolling production while maintaining dimensional accuracy. Industrial fastener manufacturers use our 1.2601 wire rollers to produce more than 500,000 pieces in a single run without rework, a 25% improvement over previous tooling solutions.
Industrial Shear Blades
The combination of high hardness, wear resistance and appropriate toughness makes 1.2601 steel an ideal material for industrial shear applications. Its ability to maintain a sharp edge and resist chipping significantly extends blade life. Metal fabricators use X165CrMoV12 shear blades to cut high-strength alloys with 50-60% longer life.
Precision blanking tools
X165CrMoV12's excellent edge retention and dimensional stability make it particularly valuable in precision blanking, where precision is a key requirement. The material's consistent behaviour over multiple heat treatment cycles ensures reliable production of complex parts. Precision component manufacturers have achieved scrap rates of less than 0.5 per cent and tool life increases of 30-35 per cent with the adoption of 1.2601 precision blanking tools.
Powder Compaction Tooling
For powder metallurgy applications, X165CrMoV12 provides the necessary wear resistance and compressive strength to withstand the abrasion of metal powders under high pressure. Its dimensional stability ensures consistent compaction geometry over long production runs. Powder metallurgy producers have experienced 60% longer tool life and improved part density consistency with 1.2601 dies.
Industry-specific applications
- Automotive Manufacturing: high-volume stamping dies for chassis components, progressive dies for complex sheet metal parts, wire rolling dies for fastener production, precision blanking tools for transmission components, cold extrusion dies for steering and drive components.
- Aerospace Industry: precision forming tools for thin-walled parts, special cutting tools for high-strength alloys, drop forging dies for landing gear components, wire rolling dies for special fasteners, blanking tools for turbine components.
- Electronics Manufacturing: microstamping tools for connector assemblies, progressive dies for leadframes, precision blanking punches for precision electronic housings, embossing dies for heat sinks and mounting brackets, shearing tools for circuit board materials.
- Medical Device Manufacturing: precision forming tools for surgical instruments, cutting punches for implantable device components, rolling dies for orthopaedic screws, imprinting dies for prosthetic components, stretching dies for medical tubing.
- General Industrial Applications: industrial shear blades for sheet metal working, cold heading dies for fastener production, powder compaction dies for sintered components, roll dies for profile forming, mandrels for tube stretching.
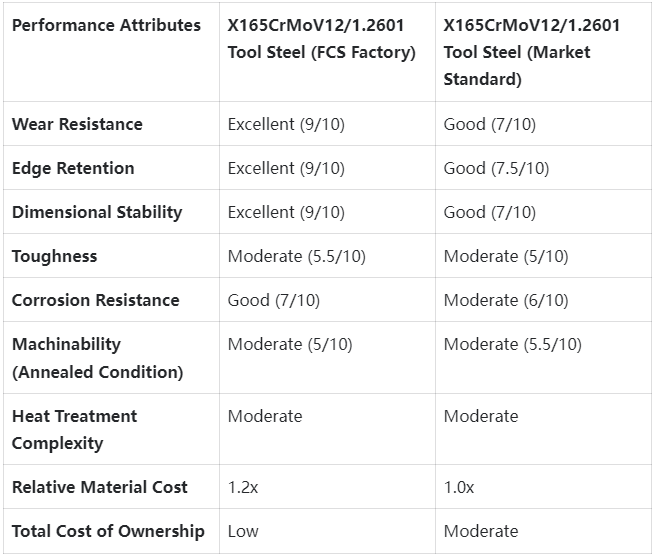
1.2601 Tool Steel | X165CrMoV12 Competitive Advantage Comparison
1.2601 Tool Steel | X165CrMoV12 Customer Success Stories
1.2601 Tool Steel | X165CrMoV12 Pricing Structure Information
1.2601 Tool Steel | X165CrMoV12 Frequently Asked Questions

Q: What is the difference between X165CrMoV12 and D2 (1.2379) tool steel?
A: X165CrMoV12 has a higher carbon (1.65% vs. 1.5%) and chromium (12% vs. 11.5%) content than D2 with optimised molybdenum and vanadium additions. This results in better wear resistance, heat treatable dimensional stability and edge retention in cutting applications. Our materials typically have 30-45% longer tool life in comparable applications.Q: Can X165CrMoV12 be machined in the hardened condition?
A: While machining with appropriate carbide tools or EDM is feasible, machining in the annealed condition (230-250 HB) is recommended for best results. Hard state machining should be limited to final finishing operations and material removal should be minimised. EDM is effective in the hardened condition if necessary.Q: What surface finishes are compatible with this material?
A: X165CrMoV12 is an ideal substrate for a variety of surface treatments, including PVD coatings (TiN, TiCN, TiAlN, CrN), CVD coatings, and nitriding processes. 12% chromium content provides good corrosion resistance that complements these surface treatments. Specific preparation protocols for each coating type can be found in the Surface Finish Compatibility Guide.Q: How does the material perform in thermal cycling applications?
A: The balanced alloy composition of X165CrMoV12 provides good resistance to thermal fatigue up to approximately 500°C. The material maintains structural integrity and hardness better than standard cold work tool steels during repeated thermal cycling and is suitable for moderate thermal stress applications. For severe thermal cycling applications, it is recommended that the technical team be consulted for special variants.
Additional information
| Weight | 45 kg |
|---|---|
| Dimensions | 165 × 60 × 25 cm |
Related products
-
Sale!

1.2080 Tool Steel | D3 | X210Cr12
Original price was: ¥27.00.¥26.00Current price is: ¥26.00. -
Sale!

SKD11 Tool Steel
Original price was: ¥27.00.¥26.00Current price is: ¥26.00. -
Sale!

SKD2 Tool Steel
Original price was: ¥27.00.¥26.00Current price is: ¥26.00. -
Sale!

K110 Tool Steel
Original price was: ¥25.00.¥24.00Current price is: ¥24.00.