










SKD11 Tool Steel
SKD11 is a high-carbon, high-chromium, air-hardening cold work die steel. Renowned for exceptional wear resistance, high hardness (58-62 HRC), and good dimensional stability post-heat treatment. Ideal for demanding applications like punching dies, blanking dies, forming tools, and precision gauges.
SKD11 Tool Steel Product Introduction

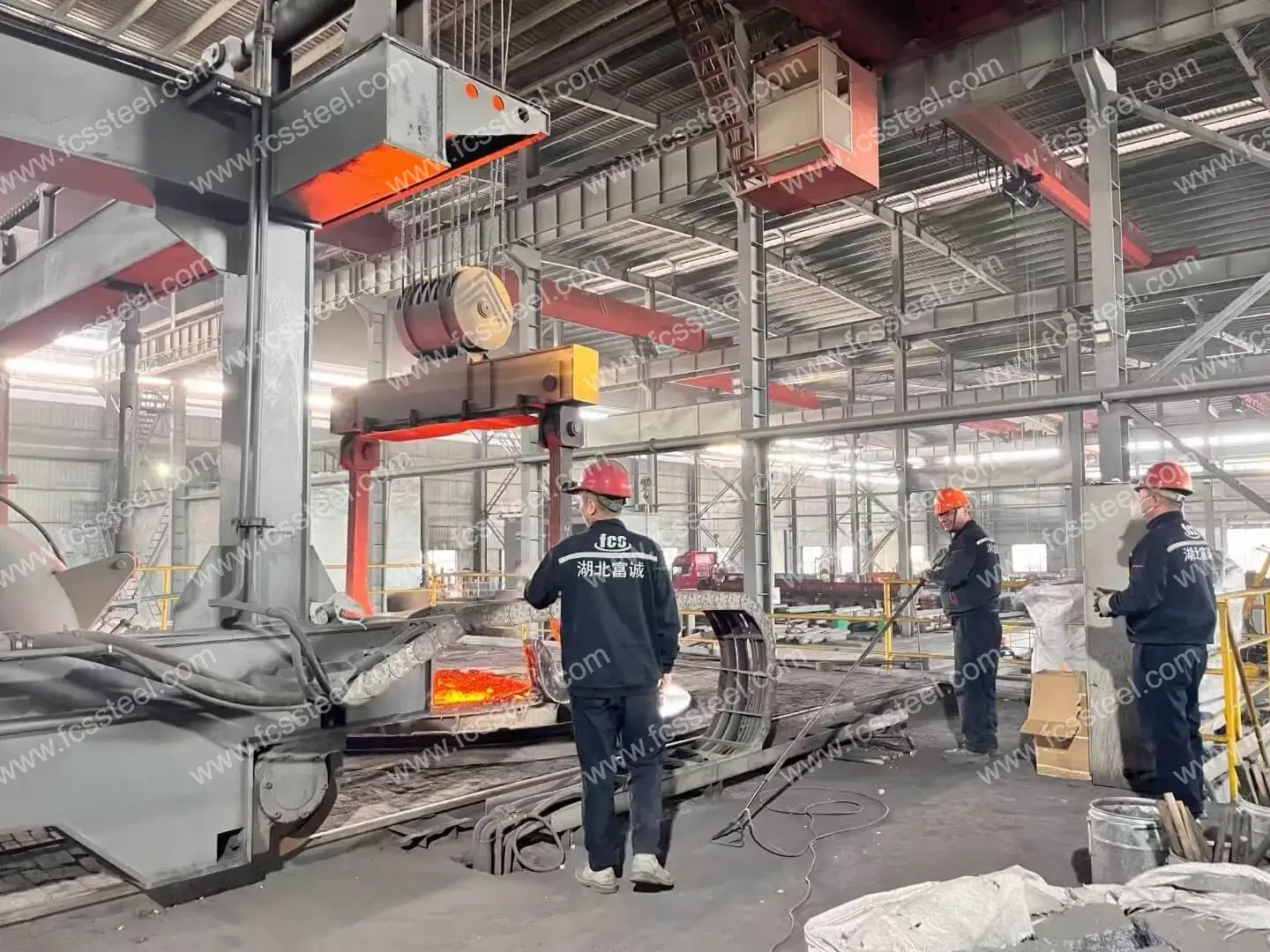
SKD11 is a kind of high-carbon and high-chromium cold work die steel in Japanese Industrial Standard (JIS), which belongs to Leistungen steel and corresponds to American ASTM/AISI grade D2, Chinese GB grade Cr12Mo1V1 and German DIN grade X155CrVMo12-1/1.2379. Its smelting process usually adopts EF+LF+VD+Hot rolled/Hot Forged+Annealing to ensure the pure steel organization. Its smelting process usually adopts EF+LF+VD+Hot Forged+Annealing, which ensures pure steel quality and uniform organization. With excellent wear resistance, high hardness and good toughness as its core features, the steel is widely used in high-precision, long-life cold work molds and thermoset plastic mold manufacturing field. As a well-established supplier of SKD11 tool steel, we have various sizes of plates and round bars in stock for immediate shipment to minimize your production delays. Our SKD11 undergoes rigorous quality testing to ensure consistent performance across all production lots.
SKD11 Tool Steel Types and Options
The table below shows the size range, surface condition and tolerance details for SKD11 Mould Steel:
SKD11 Tool Steel Customized Options

- Customized chemical composition: GB, DIN, ASTM, JIS and other standard grades can be produced. Chemical composition can be customized individually.
- Customized specifications: round steel (diameter), plate (thickness, width) can be customized production.
- Specialized packaging for long term storage or extreme transportation conditions: includes spraying black paint all around, wrapping plastic film, spraying anti-rust oil, and shipping in wooden crates.
- Customized production based on samples or technical agreements.
- SKD11 Tool Steel Electroslag Remelting (ESR): premium option with higher purity and isotropic properties for critical applications.
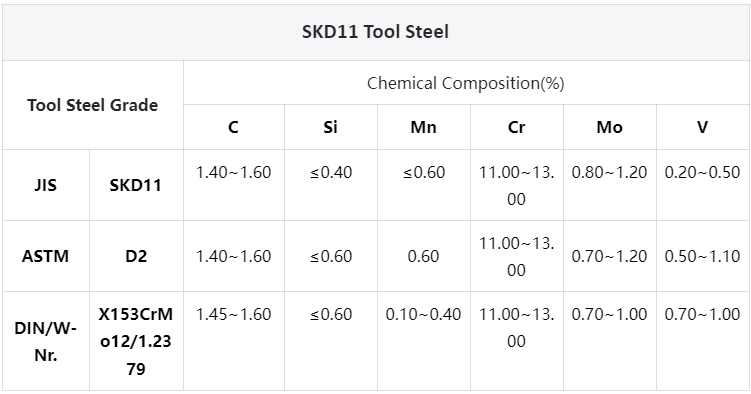
SKD11 Tool Steel Chemical Composition
SKD11 Tool Steel Heat Treatment Process

1.Annealing
2.Quenching
3.Tempering
4.Precautions
Heating process should control the rate of heating to avoid too rapid a rise in temperature leading to workpiece surface oxidation and decarburization. Protective atmosphere heating can be used or placed in the furnace charcoal and other anti-decarburization agent.
When quenching and cooling, choose the appropriate cooling medium and cooling method according to the shape and size of the workpiece to ensure the quenching effect while reducing the risk of deformation and cracking.
SKD11 Tool Steel Quality Inspection
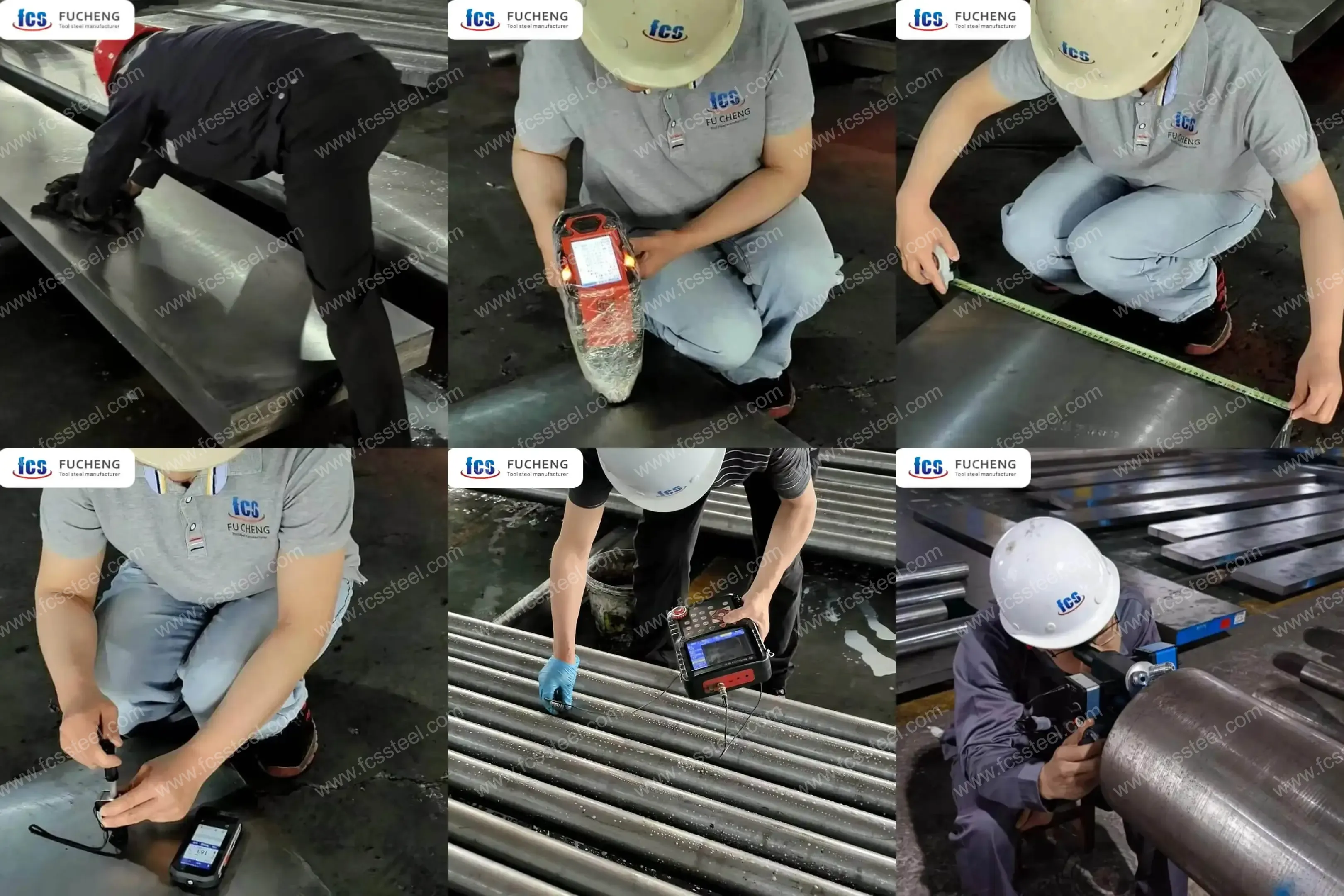
1.Surface Condition Inspection
2.Chemical Composition Testing
3.Dimension and Tolerance Inspection
4.Hardness test
5.Ultrasonic Testing
6.Microstructure Inspection
(1) Metallographic Analysis
FCS factory will use metallographic analysis instrument to detect the microstructure state after heat treatment, including carbide distribution, martensite morphology, residual austenite content, etc.
(2) Grain size rating
SKD11 Tool Steel Technical Specifications

SKD11 Tool Steel Product Applications
Main application scenarios
Stamping Dies
SKD11 tool steel excels in progressive stamping dies, where its superior wear resistance and compressive strength allow for millions of parts to be produced without significant die wear. A major automotive parts manufacturer switched to our precision-ground SKD11 sheet in a high-volume stamping operation and reported a 40% increase in die life and a 25% reduction in maintenance downtime. The material's dimensional stability after heat treatment ensures consistent part quality throughout the production process.
Industrial Cutting Blades
For industrial shear blades and cutting tools, SKD11's unique combination of hardness and toughness provides superior performance. A paper converting company uses our SKD11 round bar for industrial slitting knives, extending sharpening intervals to three times their original length. The steel's excellent edge retention maintains clean cutting performance even after long production runs, significantly reducing production interruptions.
Plastic Mold Components
Wear-resistant parts made of SKD11 provide excellent service life in abrasive plastic molding applications. An engineering plastics parts manufacturer uses our precision-ground SKD11 blocks to process cores and cavity inserts for injection molds made of glass-filled polymers, resulting in improved surface finish on molded parts and a 50% reduction in mold maintenance intervals, which directly improves productivity and part quality.
Cold Forming Tools
For cold heading, cold extrusion and wire rolling applications, SKD11 provides the hardness and wear resistance needed to maintain tool geometry under extreme pressure. One fastener manufacturer uses SKD11 in high-stress thread rolling dies to increase tool life by 60% over conventional tool steels and maintain accurate thread profiles throughout the tool's life cycle.
Measuring and Inspection Fixtures
SKD11's excellent dimensional stability makes it ideal for precision measuring fixtures and inspection equipment. A precision parts manufacturer uses our super-finished SKD11 plate for quality control fixtures, where the material's wear and deformation resistance ensures measurement accuracy over thousands of inspection cycles, maintaining critical quality control standards.
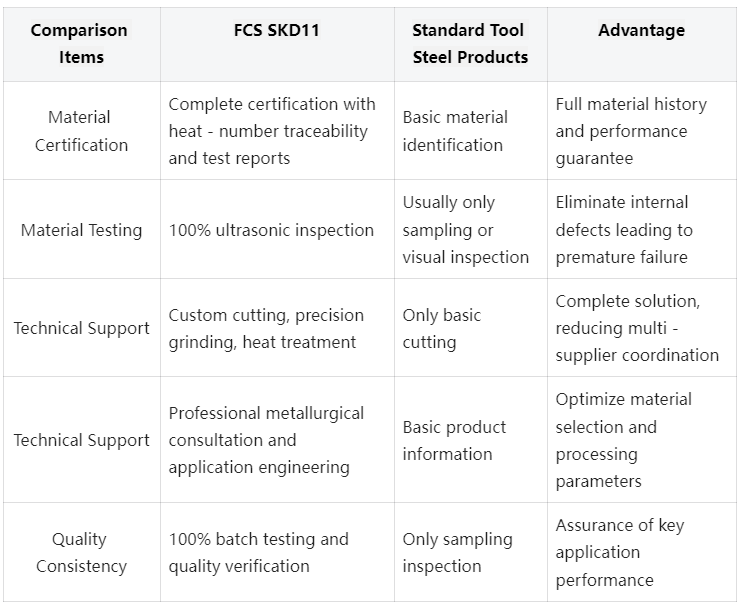
SKD11 Tool Steel Competitive Advantage Comparison
SKD11 Tool Steel Customer Success Stories
SKD11 Tool Steel Pricing Structure Information
SKD11 Tool Steel Frequently Asked Questions

Q: How does SKD11 perform in corrosive environments?
A: SKD11 has moderate corrosion resistance due to its high chromium content (11-13%). It typically provides adequate protection in normal industrial environments, but additional surface preparation or coatings may be required in highly corrosive conditions or prolonged exposure to moisture or chemicals.Q: What is the difference between the standard SKD11 and ESR (Electroslag Remelting) versions?
A: SKD11-ESR undergoes an additional remelting process that significantly improves internal cleanliness, reduces non-metallic inclusions and provides a more uniform carbide distribution. This results in excellent polishability, increased fatigue resistance, and more consistent performance in critical applications.ESR materials are recommended for high-precision optical molds, medical parts, and applications requiring superior surface finish.
Additional information
| Weight | 45 kg |
|---|---|
| Dimensions | 165 × 60 × 25 cm |
Related products
-
Sale!

K460 Tool Steel
Original price was: ¥25.00.¥24.00Current price is: ¥24.00. -
Sale!

K100 Tool Steel
Original price was: ¥27.00.¥26.00Current price is: ¥26.00. -
Sale!
XW-42 Tool Steel
Original price was: ¥26.00.¥25.00Current price is: ¥25.00. -
Sale!

K340 Tool Steel
Original price was: ¥26.00.¥25.00Current price is: ¥25.00.