



T1 Tool Steel |1.3355 | S18-0-1
As a leading manufacturer and supplier of T1/S18-0-1/1.3355 tool steel, FCS Factory offers premium grade tungsten high-speed steels designed for applications requiring superior wear resistance and hot hardness. The high tungsten content (17.25-18.75%) in our T1/1.3355/S18-0-1 tool steel creates a dense, stable carbide structure that maintains cutting edge and dimensional stability under extreme conditions.
Factory direct pricing and complete material traceability ensures that the T1/S18-0-1/1.3355 tool steel you receive will always meet ASTM A600 and DIN standards.FCS Factory has the ability to provide everything from standard stock to fully custom sizes, including custom chemistries, heat treatments, surface conditions, and other specifications, all under one quality system! Completion.
T1 Tool Steel |1.3355 | S18-0-1 Product Introduction

T1 tool steel (ASTM standard)
T1 tool steel is a tungsten-based high-speed tool steel (AISI standard) with a core composition of 17.25-18.25% tungsten, 0.65-0.80% carbon and 0.90-1.30% vanadium. Its characteristics include excellent red hardness (600 ℃ hardness to maintain ≥ 63 HRC) and high wear resistance, heat treatment needs to be 1270-1285 ℃ quenching and 550-570 ℃ double tempering, annealed hardness ≤ 255 HB. but carbide segregation tendency is significant, need to strictly control the forging temperature (1100-900 ℃) to optimise the organisation uniformity. -900℃) to optimise the organisation uniformity.
1.3355 tool steel (W-Nr/DIN standard)
1.3355 tool steel is a German DIN standard tungsten high-speed steel with a high degree of overlap in composition with T1 (tungsten 17.50-18.50%, carbon 0.70-0.78%, vanadium 1.00 -1.20%). Advantages include higher red hardness (66 HRC at 540°C) and a well-balanced wear-resistant-toughness combination, with a hardness of 62-65 HRC after quenching and tempering at 1220-1250°C. Physical properties stand out with a thermal conductivity of 24.3 W/(m-°C) (at 254°C), but thermoplasticity is low, and overheating needs to be avoided. Coarsening of grains due to overheating needs to be avoided.
S18-0-1 tool steel (DIN standard)
S18-0-1 tool steel is a Scandinavian/German standard high tungsten high speed steel (SS/DIN) with a strictly limited composition of 17.50-19.00% tungsten, 0.70-0.80% carbon, 1.00-1.40% vanadium. -1.40%. Characteristics emphasise high hardenability and high temperature hardness stability, annealed state hardness ≤ 269 HB, hardness ≥ 63 HRC after quenching in oil at 1270-1285°C and tempering at 550-570°C. Its modulus of elasticity reaches 225 GPa (20°C), but the alloy is more costly and has a narrower machining window (preheating needs to be 820-870°C). -870°C for preheating)
T1 Tool Steel |1.3355 | S18-0-1 Types and Options
The table below shows the size range, surface condition and tolerance details for T1/1.3355/S18-0-1 Tool Steel:
T1 Tool Steel |1.3355 | S18-0-1 Customized Options

- Customized chemical composition: GB, DIN, ASTM, JIS and other standard grades can be produced. Chemical composition can be customized individually.
- Customized specifications: round steel (diameter), plate (thickness, width) can be customized production.
- Specialized packaging for long term storage or extreme transportation conditions: includes spraying black paint all around, wrapping plastic film, spraying anti-rust oil, and shipping in wooden crates.
- Customized production based on samples or technical agreements.
- T1/1.3355/S18-0-1 Tool Steel Electroslag Remelting (ESR): premium option with higher purity and isotropic properties for critical applications.
T1 Tool Steel |1.3355 | S18-0-1 Chemical Composition

T1 Tool Steel |1.3355 | S18-0-1 Heat Treatment Process

1.Annealing
2.Quenching
3.Tempering
4.Precautions
Heating process should control the rate of heating to avoid too rapid a rise in temperature leading to workpiece surface oxidation and decarburization. Protective atmosphere heating can be used or placed in the furnace charcoal and other anti-decarburization agent.
When quenching and cooling, choose the appropriate cooling medium and cooling method according to the shape and size of the workpiece to ensure the quenching effect while reducing the risk of deformation and cracking.
T1 Tool Steel |1.3355 | S18-0-1 Quality Inspection
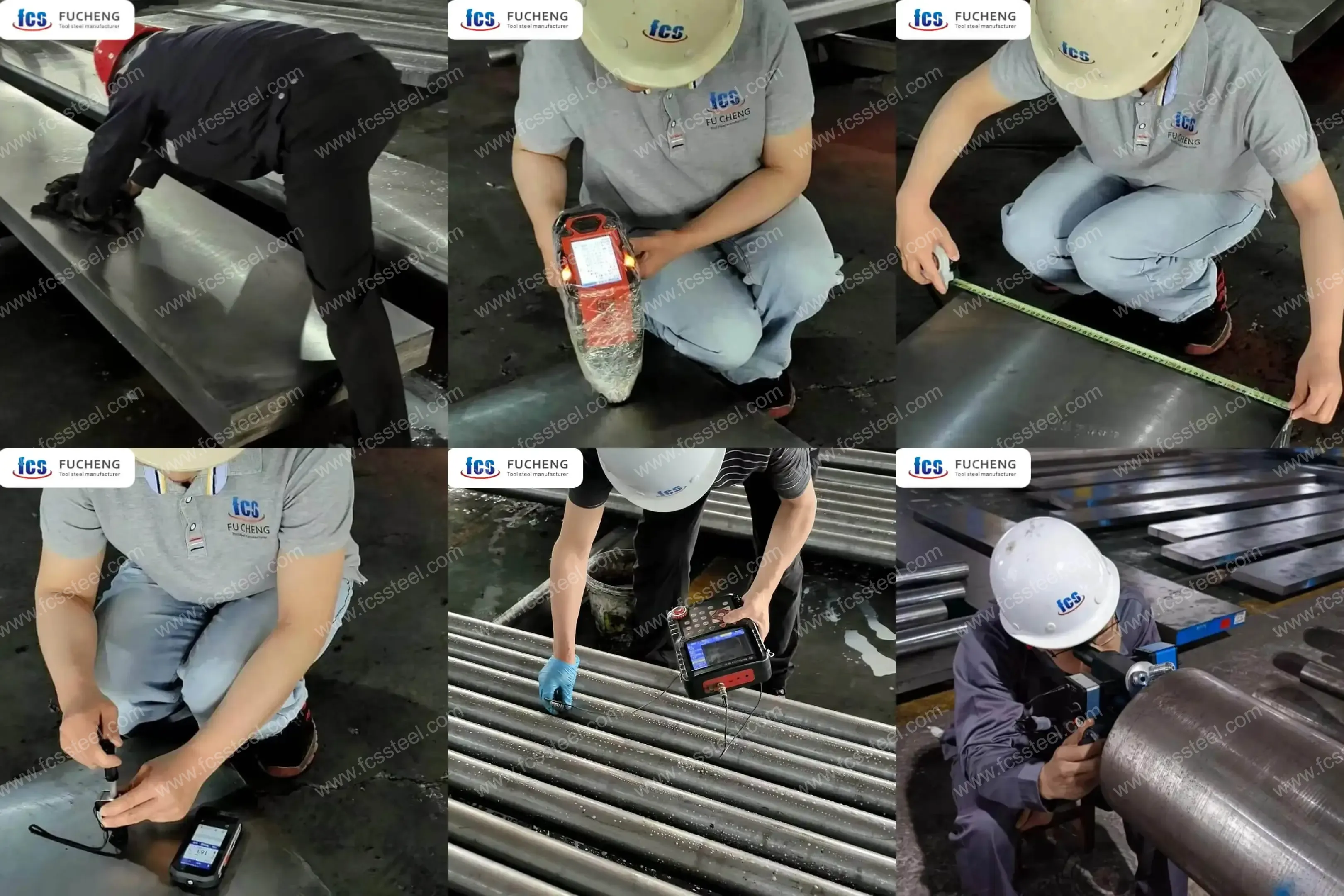
1.Surface Condition Inspection
2.Chemical Composition Testing
3.Dimension and Tolerance Inspection
4.Hardness test
5.Ultrasonic Testing
6.Microstructure Inspection
(1) Metallographic Analysis
FCS factory will use metallographic analysis instrument to detect the microstructure state after heat treatment, including carbide distribution, martensite morphology, residual austenite content, etc.
(2) Grain size rating
T1 Tool Steel |1.3355 | S18-0-1 Technical Specifications

T1 Tool Steel |1.3355 | S18-0-1 Product Applications
High performance cutting tools
Our T1 tool steel excels in metal cutting applications where tools must maintain a sharp edge at high temperatures and pressures. Cutting tools made from our premium T1 tool steel last 40-60% longer when machining difficult-to-machine materials such as Inconel, titanium alloys and hardened steels. The high tungsten content creates a stable carbide that resists softening, even at cutting edge temperatures of 500-600°C in continuous high-speed machining operations.
Cold work punches and dies
The superior wear resistance of our T1 tool steel makes it ideal for stamping, dropping and forming operations involving abrasive or high-strength materials. Manufacturers report 3-5 times longer tool life when using our precision-ground T1 tool steel to produce complex shapes for electrical laminations and thick structural parts. The combination of high hardness and sufficient toughness prevents progressive wear and catastrophic failure.
Hot Work Applications
Unlike many tool steels that lose their hardness at elevated temperatures, our T1 grade maintains its mechanical properties when subjected to heat for extended periods of time. Moulds and forming tools made from our vacuum heat-treated T1 steels excel in operations such as hot forging, hot extrusion and hot stamping of high-strength steels. The stability of tungsten carbides at high temperatures prevents premature tool failure and dimensional changes during operation.
Precision Measuring and Gauging Tools
The dimensional stability and wear resistance of T1 tool steel make it ideal for precision measuring instruments and gauging tools. Our specially treated T1 material is subjected to multiple stress relieving cycles and deep cooling to ensure minimal dimensional change over time. Quality control laboratories and inspection departments rely on our T1 steel for reference gauges and measuring fixtures where long-term dimensional accuracy is critical.
Wood and paper cutting tools
The excellent edge retention of T1 tool steel makes it particularly valuable when processing highly abrasive materials such as fibre-reinforced wood products, laminates and speciality papers. Planer knives, slitting blades and circular saw blades made from our T1 steel cut these materials with 2-3 times longer service intervals between resharpening, significantly reducing downtime and resharpening costs.
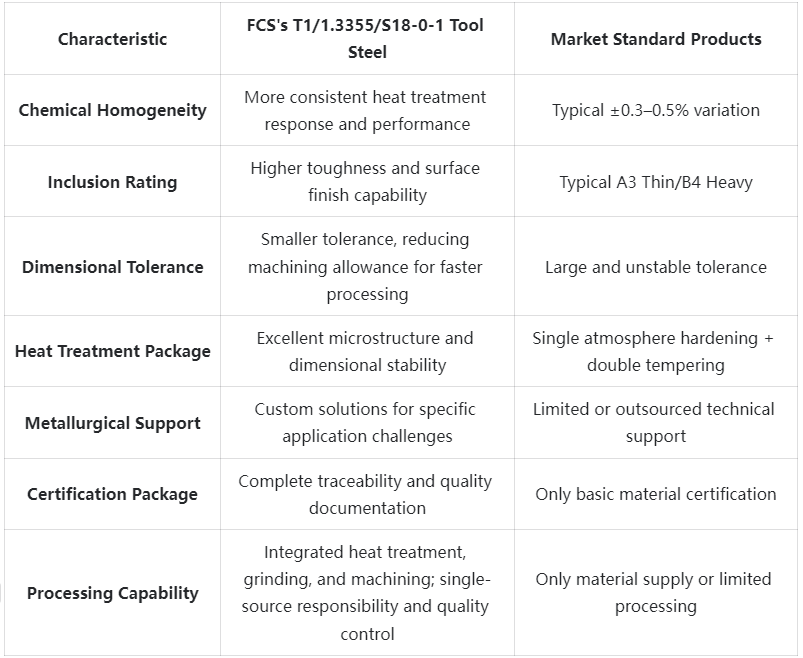
T1 Tool Steel |1.3355 | S18-0-1 Competitive Advantage Comparison
T1 Tool Steel |1.3355 | S18-0-1 Customer Success Stories
T1 Tool Steel |1.3355 | S18-0-1 Pricing Structure Information
T1 Tool Steel |1.3355 | S18-0-1 Frequently Asked Questions

Q:What is the difference between the names T1, 1.3355 and S18-0-1?
A:These are different standard designations for the same basic steel composition: T1 is the AISI standard (USA), 1.3355 is the DIN/EN standard (Europe) and S18-0-1 is the Swedish standard. All refer to 18% tungsten high-speed tool steels with similar composition ranges.Q:What is the optimum hardening temperature for T1 tool steel?
A:The recommended austenitising (hardening) temperature is 1230-1280°C (2250-2340°F). The exact temperature should be selected based on the specific application and the desired carbide structure.Q:How does T1 compare to M2 HSS?
A:T1 has a higher tungsten content (18% vs. 6% for M2) but lower molybdenum and vanadium content. t1 generally provides better hot hardness and wear resistance, while M2 steel provides better toughness and is easier to machine in the annealed condition.Q: What is the recommended tempering programme for T1 steels?
A: Optimum results require triple tempering at 540-560°C (1000-1040°F) for 2 hours per cycle with complete cooling to room temperature between cycles. This promotes secondary hardening while ensuring dimensional stability.Q: Can T1 tool steel be machined after heat treatment?
A: Limited machining in the hardened condition can be performed using CBN or ceramic tools. However, grinding, EDM and wire EDM are the preferred methods for machining hardened T1 steels. Complex machining should be done in the annealed condition.
Additional information
| Weight | 45 kg |
|---|---|
| Dimensions | 165 × 60 × 25 cm |
Related products
-
Sale!

SKH51 Tool Steel
Original price was: ¥25.00.¥24.00Current price is: ¥24.00. -
Sale!

1.2581 tool steel | H21 | X30WCrV9-3
Original price was: ¥25.00.¥24.00Current price is: ¥24.00. -
Sale!

O1 Tool Steel | 1.2510 |100MnCrW4
Original price was: ¥19.00.¥18.00Current price is: ¥18.00. -
Sale!

S600 Tool Steel
Original price was: ¥25.00.¥24.00Current price is: ¥24.00.