SKS3 tool steel solves the problem of premature tool failure in demanding industrial applications. As a premium, high-carbon, oil-hardened, cold work steel, SKS3 offers an optimum balance of wear resistance and toughness, increasing tool life by up to 30 per cent compared to standard carbon steels.
Manufacturers in the metal stamping, plastic forming and precision moulding industries choose SKS3 for its excellent dimensional stability and consistent performance when heat treated. When applied correctly, it directly reduces downtime, lowers maintenance costs and improves production quality.
FCS TOOL STEEL’s factory-direct supply model ensures compliant material composition and controlled processing for reliable performance in critical applications.
SKS3 tool steel is a high carbon, low alloy tool steel according to the Japanese JIS G4404 standard, with carbon, manganese, chromium and tungsten as its main components, supplemented by traces of molybdenum and silicon. The steel is vacuum refined to ensure purity and ball annealed to optimise the organisation (ex-factory hardness of approx. 230 HBS), which significantly improves machinability.
SKS3 takes high hardness (HRC ≥ 60 after quenching) and dimensional stability as its core advantages, and quenching requires a staged preheating (550°C-650°C) followed by heating to 800°C-850°C oil cooling and tempering at 150°C-200°C to stabilise the organisation and reduce deformation. Its high carbon content to support excellent wear resistance, but need to strictly control the heat treatment parameters (such as avoiding overheating) to balance the toughness, to adapt to the needs of precision machining.
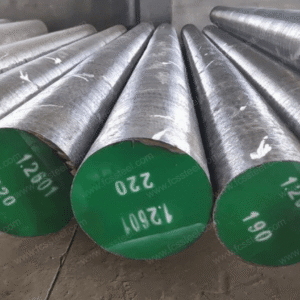
SKS3 Tool Steel Types and Options
The table below shows the size range, surface condition and tolerance details for SKS3 mould Steel:
Shape
Pocess
Size range
Surface
Tolerance
Flat Bar
Hot Rolled
Thickness: 10-400mm
Width: 200-800mm
Length: 3000-5800mm
Black;
Sandblasted
Thickness :0-+2MM
Width:0-+5MM/0-+10MM
Hot Forged
Thickness: 50-500mm
Width: 50-1500mm
Length: 3000-5800mm
Black
Thickness:+2-+5MM
Width:0-+5MM/0-+10MM
Turned/Machined/Milled/Bright
Thickness :0-+2MM
Width:0-+5MM/0-+10MM
Round Bar
Hot Rolled
Diameter:10-65mm
Length:3000-5800mm
Black
0-+2MM
Turned/Machined
0-+2MM
Hot Forged
Diameter:70-700mm
Length:3000-5800mm
Grinded
0-+5MM/+2-+5MM
Turned/Machined/Milled/Bright
0-+2MM
SKS3 Tool Steel Customized Options
Customized chemical composition: GB, DIN, ASTM, JIS and other standard grades can be produced. Chemical composition can be customized individually.
Customized specifications: round steel (diameter), plate (thickness, width) can be customized production.
Specialized packaging for long term storage or extreme transportation conditions: includes spraying black paint all around, wrapping plastic film, spraying anti-rust oil, and shipping in wooden crates.
Customized production based on samples or technical agreements.
Purpose: to eliminate internal stresses generated during forging or rolling, reduce hardness, improve cutting performance, and prepare for subsequent processing and heat treatment.
Process parameters:
Heating temperature: 800-850 ℃, holding time 2-4 hours, with the furnace cooling to below 500 ℃, and then air-cooled.
Hardness after annealing: ≤230 HBS.
2.Quenching
Purpose: to make the tool steel to obtain martensitic organization, improve hardness and wear resistance.
Process parameters:
Heating temperature: 1000-1050 ℃ (commonly used 1020-1040 ℃), holding time according to the size of the workpiece to determine, generally 30-60 minutes.
Cooling: oil cooling or air cooling (for small size or simple shape of the workpiece), large workpieces can be graded quenching (in the 260-300 ℃ salt bath cooling for a period of time and then air-cooled), in order to reduce the quenching stress, to prevent deformation and cracking.
3.Tempering
Purpose: to eliminate quenching stress, adjust the hardness and toughness, stable organization and size.
Process parameters:
low-temperature tempering: 150-250 ℃, insulation 2-3 hours, air-cooled, tempered hardness of 58-62HRC, for molds requiring high hardness and wear resistance.
Medium temperature tempering: 300-500 ℃, insulation 2-3 hours, air-cooled, tempered hardness of 50-58HRC, can improve the toughness, suitable for molds subject to impact load.
High-temperature tempering: 500 ℃ or more, insulation 2-3 hours, air-cooled, tempered hardness 45-50HRC, mainly for the need for higher toughness of the occasion.
4.Precautions
Heating process should control the rate of heating to avoid too rapid a rise in temperature leading to workpiece surface oxidation and decarburization. Protective atmosphere heating can be used or placed in the furnace charcoal and other anti-decarburization agent.
When quenching and cooling, choose the appropriate cooling medium and cooling method according to the shape and size of the workpiece to ensure the quenching effect while reducing the risk of deformation and cracking.
Tempering must be sufficient to ensure the elimination of internal stresses to avoid mold failure due to stress release during use. For large molds or workpieces with complex shapes, multiple tempering can be used.
SKS3 Tool Steel Quality Inspection
1.Surface Condition Inspection
FCS factory has a very strict quality inspection team, we will carefully check the surface condition of each piece of tool steel to ensure that the steel surface is free from cracks, folds, knots, oxidized skin, pitting, scratches and other defects.
2.Chemical Composition Testing
To verify whether the content of alloying elements meets the standard requirements and to safeguard the basis of the mechanical properties of the material. We will let the staff use full-spectrum direct reading spectrometer to analyze multiple elements at the same time. Sampling needs to remove the surface oxidation layer, using a block specimen to stimulate the test.
3.Dimension and Tolerance Inspection
FCS factory will use professional measuring tools to inspect the dimensions and tolerances of the steel to ensure compliance with the customer's contract requirements. Corresponding gauges will be selected according to the dimensional accuracy requirements, including tape measure, high-precision vernier calipers (0.02mm), micrometers (0.001mm), and special inspection gauges. Inspection items cover: diameter, thickness, width, length, hole diameter, chamfering dimensions, etc., to ensure that the tolerances and dimensions meet the contract requirements.
4.Hardness test
Our FCS factory will use professional hardness tester to test the hardness of steel to ensure that it meets the customer's contract requirements.
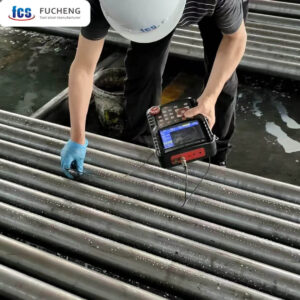
5.Ultrasonic Testing
Ultrasonic Testing Standard (UT Test Standard) is: Sep 1921-84 Class3 D/d,E/e.
FCS factory uses ultrasonic testing equipment to detect macro defects inside the material (such as cracks, shrinkage holes, inclusions, white spots, etc.), and every piece of round steel and plate will be examined by a second flaw detection test before shipment to ensure that the quality is qualified before shipment.
6.Microstructure Inspection
(1) Metallographic Analysis
FCS factory will use metallographic analysis instrument to detect the microstructure state after heat treatment, including carbide distribution, martensite morphology, residual austenite content, etc.
(2) Grain size rating
FCS factory will use the comparative method to determine the austenite grain size by comparing the microstructure of the specimen with the standard rating chart, to ensure that it meets the customer's requirements.
SKS3 Tool Steel Technical Specifications
Property
Specification
Test Method
Density
7.85 g/cm³
ASTM A773
Annealed Hardness
≤ 230 HB
ASTM E10
Hardness (After Hardening)
58-62 HRC
ASTM E18
Elastic Modulus
210 GPa
ASTM E111
Thermal Conductivity
41.5 W/m·K
ASTM E1461
Coefficient of Thermal Expansion
11.5×10⁻⁶/K
ASTM E228
Electrical Resistivity
0.17 μΩ·m
ASTM B193
SKS3 Tool Steel Product Applications
Key Application Scenarios
Stamping and drop moulds
SKS3 excels in high-volume precision metal stamping (dimensional accuracy and wear resistance are key). Feedback from customers in the automotive parts industry: switching to SKS3 with proper heat treatment has increased tool life by 40%. The dimensional stability of the heat treatment ensures consistent part production and minimal mould maintenance.
Plastic injection moulded components
For moulding plastics containing abrasive compounds or glass fibres, SKS3 combines surface wear resistance with polishability. High hardness (up to 62 HRC) + excellent thermal conductivity supports consistent cycle times and low maintenance at high throughput.
Shear blades and industrial knives
SKS3 is the best performer in the twin critical scenarios of edge retention and toughness. Industrial cutting involving sheet metal, rubber, plastics and composites benefit from its balanced performance, with sharper cuts and less blade changes.
Industry-Specific Applications
Automotive: body panels and precision component stamping dies.
Electronics: leadframe stamping tools and connector moulding dies.
Aerospace: precision gauging and moulding dies for sheet metal components.
Consumer Goods: long lead time production tools for metal/plastic components.
SKS3 Tool Steel Competitive Advantage Comparison
Performance Attributes
FCS Factory's SKS3 Tool Steel
High Carbon Tool Steel
Wear Resistance
Excellent
Moderate
Dimensional Stability
Excellent
Fair
Machinability (Annealed)
70%
80%
Heat Treatment Complexity
Moderate
Low
Through-Hardening Capability
Yes
No
Cost Efficiency
High
Very High
Ideal Application
Precision dies requiring a balance of wear resistance and toughness
Low-stress applications
SKS3 Tool Steel Customer Success Stories
Skip the middleman link, source factory purchasing, reduce purchasing cost and improve market competitiveness.
SKS3 Tool Steel Pricing Structure Information
Serving the world, whole cabinet sales, factory wholesale price.
SKS3 Tool Steel Frequently Asked Questions
SKS3 vs D2 for stamping applications?
SKS3 toughness and machinability is better than D2, D2 wear resistance is better. SKS3 is suitable for wear + impact resistance scenarios, D2 is more suitable for high abrasion (brittle insensitive) scenarios.
Is SKS3 suitable for vacuum heat treatment?
Yes, it is! Vacuum heat treating optimises surface quality and reduces decarburisation, but oil quenching is still required and vacuum furnace capability is required.
What are the storage precautions for SKS3?
Store in a dry environment with a rust inhibitor; precision ground materials require additional protection against mechanical damage; storage at a constant temperature is optimal (protection against condensation).
What are the processing recommendations for SKS3?
In the annealed state, standard tool steel processes (carbide tools, reasonable cooling, medium speeds) can be used; after hardening, grinding, EDM or hard machining is recommended.
Reviews
There are no reviews yet.
Be the first to review “SKS3 Tool Steel” Cancel reply























Reviews
There are no reviews yet.